Eine hydraulische Richtpresse Macrodyne von DUNKES steigert Ihre Effizienz und steigert Ihre Produktivität. Wenn Präzision für Ihre Produktion entscheidend ist, setzen unsere Richtmaschinen diese Anforderung perfekt in jedes Werkstück um, unabhängig von der Materialform, ob rund, flach, profiliert oder einzigartig geformt.
Unsere maßgeschneiderten Lösungen passen genau zu Ihren Anforderungen. Manuell, halbautomatisch oder vollautonom. Universell einsetzbar, hocheffizient und einfach zu bedienen. Wir bieten kundenspezifische Richtmaschinen, die von Anfang bis Ende auf die Anforderungen der Automobil-, Transport-, Öl- und Gasindustrie, Stahlwerke, Präzisionsmechanik und der Prozesse und Anwendungen verschiedener anderer Industriezweige zugeschnitten sind.
Präzision für Ihre Werkstücke
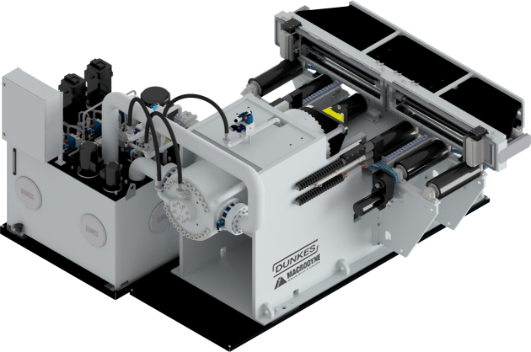
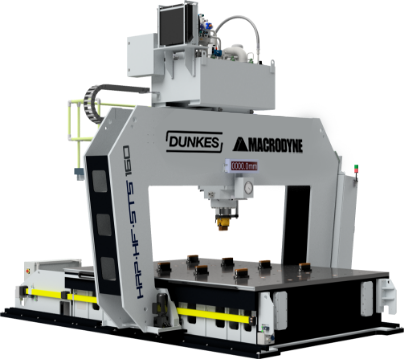
Eine hydraulische Richtpresse muss passgenau für Ihre Werkstücke und für Ihre Prozesse sein. Macrodyne bietet ein umfassendes Sortiment an Glätteisen, das Ihre Flexibilität erhöht. Mit einem breiten Spektrum und Richtkräften von 10 Mto bis 5.000 Mto in C-Rahmen-, Horizontal- oder Portalbauweise inklusive Handling zur automatischen Be- und Entladung.
Die Zuführung der Werkstücke erfolgt über Rollenbahnen oder per Kran. Eine Torsionsvorrichtung kann hinzugefügt werden, um Verdrehungen innerhalb des Materials zu korrigieren.
Wir liefern Glätteisen, aber nicht beschränkt für die folgende Richtanwendungen:
Sechskantstangen
Getriebe
Getriebewellen
Lenkgetriebe
Achswellen
Antriebswelle
Nockenwelle
Linearführungen
Extrusionsprofile
Eisenbahnachsen
Rohre
Bohrgestänge
Medizinische Geräte
Kosteneinsparpotenzial durch Prozesskonsolidierung
Hydraulische Richtmaschinen von Macrodyne sind eine optimale Lösung für die Großserienproduktion, insbesondere wenn sie als vollständig autonome Presszellen mit integrierten automatischen Be- und Entladesystemen geliefert werden.
Genauigkeit und Präzision
Unsere Servoantriebslösungen für den Stößel in Kombination mit einer feinfühligen und synchron arbeitenden Steuerung garantieren eine präzise Positionierung und damit eine optimale Reproduzierbarkeit. Was sich wiederum in Richtergebnissen mit Rundlauftoleranzen von 0,03 mm/m (1/1000 Zoll) bis 0,05 mm/m (2/1000 Zoll) niederschlägt.
Autonomes Richten
Unsere vollautomatischen Anlagen vereinen hochpräzise Richttechnik mit den Vorteilen einer autonomen Fertigung. Diese beschleunigen Ihre Prozesse, erhöhen Ihre Flexibilität und gewinnen Zeit für andere Aufgaben.