Wird normalerweise zum Formen kleiner und großer Teile für die Luft- und Raumfahrt verwendet (Rumpfspanten, Stringer, Längsträger usw.). Aber auch in anderen Industriezweigen, in denen Strangpressprofile oder bremsgeformte Blechteile hergestellt werden, wie z. B.: Rahmenkomponenten für Eisenbahnwaggons, Gleisschienen für die Industrie, architektonische, strukturelle und dekorative Komponenten, um nur einige zu nennen.
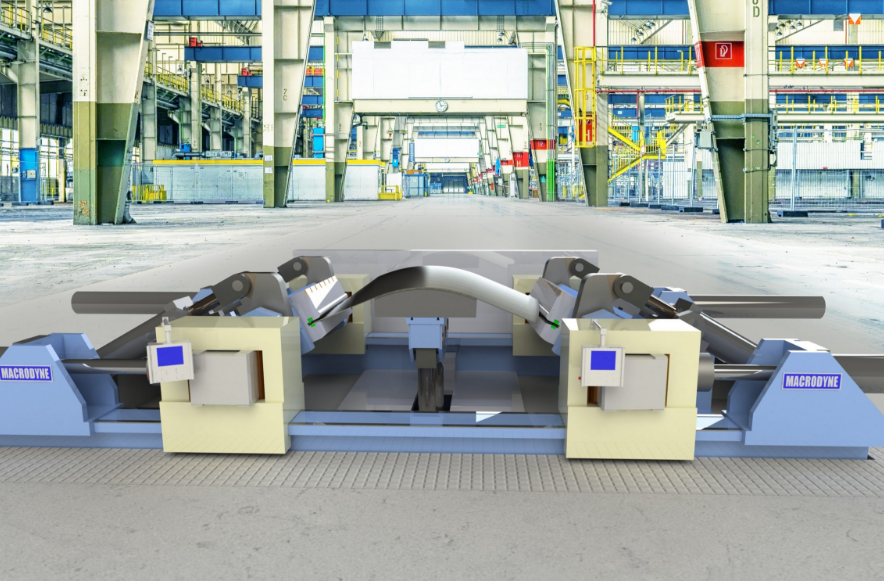
Entwickelt, um jedes Ende eines stranggepressten oder geformten Blechteils mit einem Backenpaar zu greifen. Jede Klemmbacke ist an einem Spannzylinder befestigt, der auf einem Schlitten gelagert ist, damit die Klemmbacke horizontal schwenken kann. Jeder Schlitten ist an einem Schwenkarm befestigt. Die Schwenkarme sind auf jeder Seite des Tisches drehbar gelagert. Ein Zylinder treibt jeden Schwenkarm an, um die Arme aus einer Position von 90 Grad zum Tisch in eine Position 10 Grad vor dem Tisch zu schwenken. Durch diese Anordnung sind die Spannzylinder und Backen parallel zur Montagefläche des Stanztisches angeordnet.
Wenn ein Umformwerkzeug auf dem Presstisch montiert und das Werkstück in die Spannbacken eingelegt ist, kann die Presse eine Zugkraft auf das Werkstück ausüben, um den Werkstoff über die Streckgrenze hinaus in den plastischen Bereich zu dehnen. Anschließend wickelt die Presse das Werkstück über die Stempel und hält dabei die Spannung des Streckbalkens aufrecht. Dieser Vorgang gleicht die Spannungsverteilung über den Bauteilquerschnitt aus, um Faltenbildung zu vermeiden und die Rückfederung zu minimieren.
Die strukturellen Komponenten der Anlagen sind mit FEA entworfen, spannungsarm und genau bearbeitet, um eine starre Unterstützung des Umformprozesses zu bieten.
Die Lade-, Entlade- und Umformbewegungen der Presse werden von einer PLC-basierten CNC-Steuerung gesteuert. Eine zusätzliche Funktion des Steuerungssystems ist die Fähigkeit, Teileformprogramme zu erstellen. Die Programmierung sorgt für konsistente und wiederholbare Umformzyklen für die Produktion von Qualitätsbauteilen. Die Programme können gespeichert und für den zukünftigen Gebrauch neu geladen werden. Dies reduziert die Einrichtzeit für eine erhöhte Effizienz.